- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



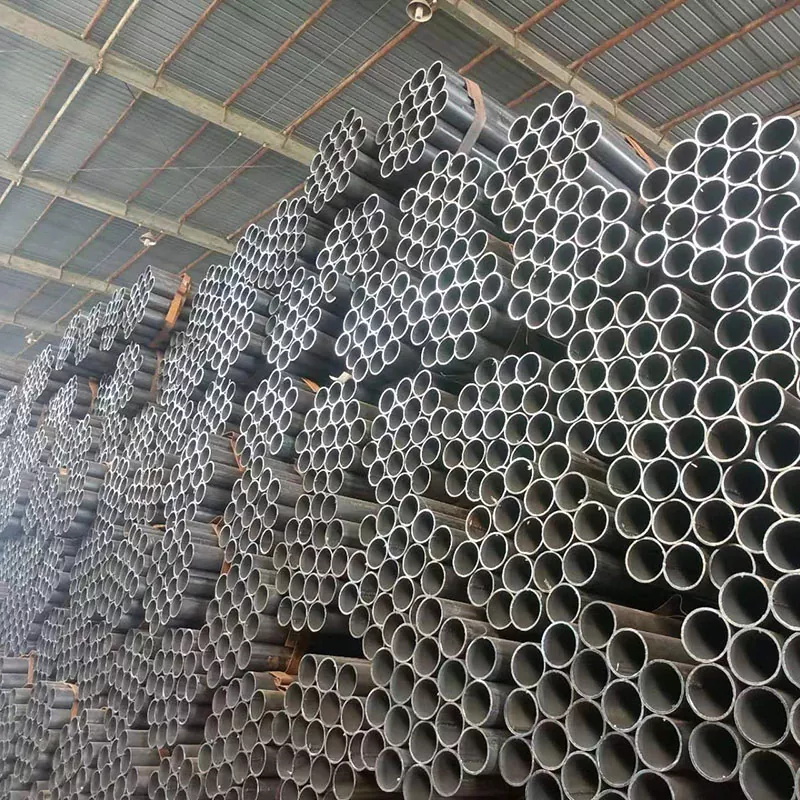


Boyuna Kaynaklı Boru
Xinlida üreticisi tarafından üretilen Boyuna Kaynaklı Boru, boru şeklinde bir yapı oluşturmak için kaynak teknolojisi (yüksek frekanslı kaynak veya tozaltı ark kaynağı gibi) ile düz bir çizgi halinde kaynaklanmış, haddelenmiş bir çelik levha veya çelik şerittir. Dikişsiz çelik boru ile karşılaştırıldığında, düz dikişli çelik borunun üretim süreci basittir ve maliyeti düşüktür, ancak kaynağın mukavemeti dikişsiz çelik borununkinden biraz daha düşük olabilir.
Talep Gönder
Ürün Açıklaması
Boyuna Kaynaklı Borunun üretim süreci, "hammadde ön işlemi-şekillendirme-kaynak-bitirme" temel sürecini takip eder ve her adım, hassasiyet ve mukavemet kontrolü etrafında döner. Yöntem şu adımları içerir: ilk olarak, hammaddelerin hazırlanması, ana malzeme olarak sıcak haddelenmiş çelik şerit veya bobin plakasının seçilmesi, çelik şeridin bir dilme makinesi aracılığıyla boru çapı gereksinimlerine uygun bir genişlikte kesilmesi ve ardından yüzeydeki oksit pullarını çıkarmak için tesviye ve pas alma işleminin gerçekleştirilmesi ve kaynak kalitesini etkilememek için yabancı maddeler; ve daha sonra, çelik şeridin sürekli bir silindirli şekillendirme makinesi yoluyla açık yuvarlak bir boş tüp (veya kare veya dikdörtgen boş tüp) halinde yavaş yavaş büküldüğü bir şekillendirme aşamasına girilir, böylece boş tüpün kenarlarının hizalanması ve eğriliğin tek biçimli olması sağlanır ve sonraki kaynak için bir temel oluşturulur.
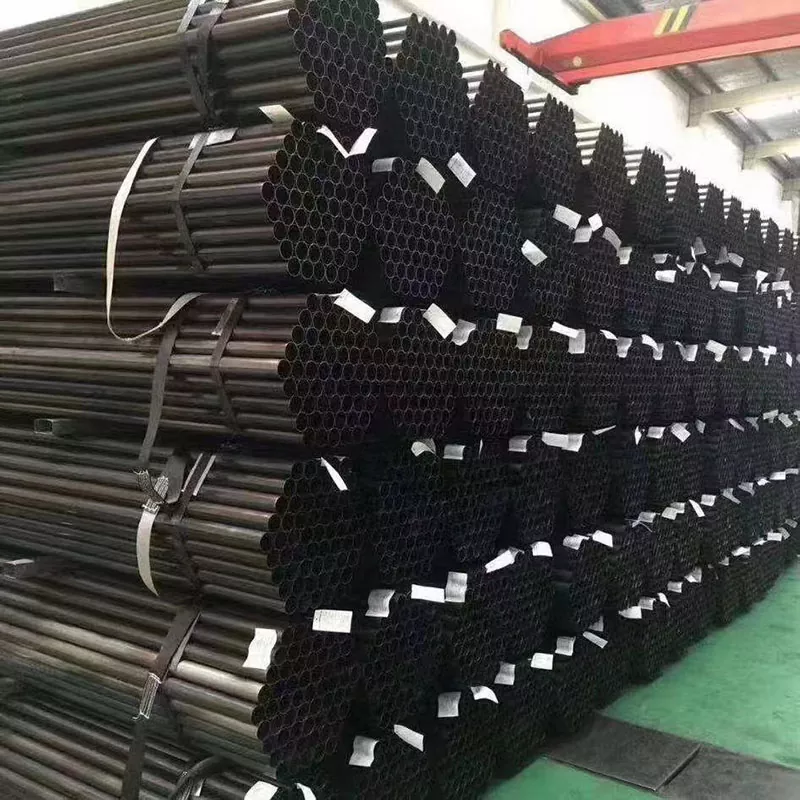


Şekillendirmeden sonra, boş tüp hemen kaynak bağlantısına girer ve ana akım yüksek frekanslı indüksiyon kaynağı veya ark kaynağını benimser: yüksek frekanslı kaynak, boş tüpün kenarını hızlı bir şekilde erimiş duruma ısıtmak için elektromanyetik indüksiyon kullanır ve daha sonra kaynak ekstrüzyon silindirine basılarak tamamlanır ve kaynak mukavemeti ana metale yakındır; ark kaynağı, kalın duvarlı borular için uygundur ve bağlantı, erimiş havuzun bir elektrot veya kaynak teli ile doldurulması ile gerçekleştirilir. Kaynak sonrası, gözenek ve çatlak gibi kusurların giderilmesi için kaynak muayenesi (ultrasonik ve X-ışını muayenesi gibi) yapılacak, boru çapının ebatlama makinesi ile kalibre edilmesi, doğrultma makinesi ile düzgünlüğün düzeltilmesi ve son olarak sabit boyda kesilmesi ve son olarak kaliteli düz kaynaklı boru oluşturmak için uç yüzey işlemi ve korozyon önleyici işlemler (galvanizleme ve boyama gibi) gerçekleştirilecektir. ürünler.


Sıcak Etiketler: Çin Boyuna Kaynaklı Boru
İlgili Kategori
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.





